
由于奶箱提手模具原材料和其它生产成本上涨的压力及其现有设备情况,研究人员提出了以下要求:旧料、填充比例占到百分之五十至六十,一模八腔,提手重量在9.5—10g。
针对以上要求,分析奶箱提手模具设计的难点与解决的关键问题,是新旧料混合后,旧料及填充比例过大,成熔融状态后流动性太差,会造成塑性充填不足;型腔数目较多导致奶箱提手模具结构复杂,尤其是浇注系统的非平衡式分流道过长易造成熔接痕;塑件重量轻,易发生翘曲变形,尺寸不稳定,不符合质量要求,交货期短,设计和制造周期必须缩短。
在这样情况下,若采用传统的设计手段生产出塑件,会造成型腔两端塑件填充不满的缺陷。若增大注射压力,可能使型腔填满,但极易导致飞边和溢料。长时间在较大的注射压力下工作,奶箱提手模具寿命大大降低,势必造成多次修模,导致奶箱提手模具质量难以预测。
为了保证塑件和奶箱提手模具的质量,以UG作为奶箱提手模具设计的平台,利用其强大的CAD/CAM/CAE功能,实现了优化设计与提手塑件生产过程的高效组合,减少了模具设计制造周期,带来显著的经济效益。
下图1所示为牛奶箱提手模具的塑件图,产品材料为PE(旧料及填充所占比例大)。
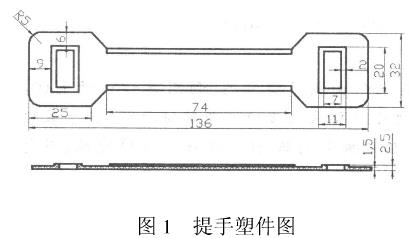
该塑件结构特点为:
(1)总体上细、长、薄;
(2)两端大中间细,局部有加强筋;
(3)两端有矩形孔与箱内支撑板相连,有配合关系。
为此在奶箱提手模具设计时应采取的措施为:
(1)考虑到加工和成型将上表面作为型腔放置在动模部分;
(2)由于塑件背面平整故无须设置型芯,将浇口设置此面;
(3)该塑件作为包装件,对外观要求高,故采用点浇口。

 电话:0533-8172158
电话:0533-8172158 手机:13969392515
手机:13969392515 地址:山东省淄博市张店区昌国西路
地址:山东省淄博市张店区昌国西路